Podle parametrů svařování od malých po velké jsou to: zkratový přechod, kapkový přechod, rozprašovací přechod
1. Zkratový přechod
Roztavená kapka na konci elektrody (nebo drátu) je ve zkratovém kontaktu s roztavenou lázní. Vlivem silného přehřátí a magnetického smrštění se láme a přímo přechází do roztavené lázně. Tomu se říká zkratový přechod.
Zkratovým přechodem lze dosáhnout stabilního přechodu kovových kapek a stabilního procesu svařování pod obloukem s nízkým výkonem (nízký proud, nízké napětí oblouku). Proto je vhodný pro svařování tenkých plechů nebo svařování s nízkým tepelným příkonem.
Dosažené parametry jsou: svařovací proud je menší než 200A
Svařovací zařízení Xinfa se vyznačuje vysokou kvalitou a nízkou cenou. Podrobnosti naleznete na adrese:Výrobci svařování a řezání – továrna na svařování a řezání v Číně a dodavatelé (xinfatools.com)
2. Kapkový přechod (granulární přechod)
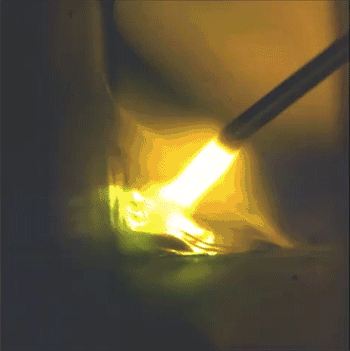
Když délka oblouku překročí určitou hodnotu, může být roztavená kapka udržována na konci elektrody (nebo drátu), aby volně rostla působením povrchového napětí. Když je síla, která způsobuje pád roztavené kapky (jako je gravitace, elektromagnetická síla atd.), větší než povrchové napětí, roztavená kapka opustí elektrodu (nebo drát) a volně přejde do roztavené lázně bez zkratu, jak je znázorněno na obrázku 4.
Forma kapkového přechodu může být rozdělena na hrubý kapkový přechod a jemný kapkový přechod. Přechod hrubých kapek je forma, ve které roztavená kapka volně přechází do roztavené lázně ve formě hrubých částic. Protože přechod hrubých kapek má velké rozstřiky a nestabilní oblouk, není pro svářečské práce žádoucí.
Během procesu svařování je velikost roztavené kapky vázána na svařovací proud, složení svařovacího drátu a složení povlaku.
Podmínky pro realizaci jsou: svařovací proud 200-300A (100% CO2), směsný plyn bohatý na argon 200-280A.

3 Spray přechod (také nazývaný tryskový přechod)
Forma, ve které jsou roztavené kapičky ve formě jemných částic a rychle procházejí prostorem oblouku do roztavené lázně ve stavu rozstřiku, se nazývá přechod rozprašování. Velikost roztavené kapky se zmenšuje s rostoucím svařovacím proudem.
Když je délka oblouku konstantní, když se svařovací proud zvýší na určitou hodnotu, objeví se přechodový stav spreje. Zde by mělo být zdůrazněno, že kromě určité proudové hustoty musí být pro vytvoření přechodu stříkání zapotřebí určitá délka oblouku (napětí oblouku). Je-li napětí oblouku příliš nízké (délka oblouku je příliš krátká), bez ohledu na to, jak velká je hodnota proudu, není možné vytvořit rozstřikovací přechod.
Charakteristikou přechodu postřiku jsou jemné kapky roztavené barvy, vysoká frekvence přechodu, kapky roztavené, pohybující se směrem k roztavené lázni vysokou rychlostí v axiálním směru svařovacího drátu a mají výhody stabilního oblouku, malého rozstřiku, velkého průniku, krásného svaru tvorbu a vysokou efektivitu výroby.
Čas odeslání: 21. srpna 2024


